 智能制造网APP
智能制造网APP
 智能制造网手机站
智能制造网手机站
 智能制造网小程序
智能制造网小程序
 智能制造网官微
智能制造网官微
 智能制造网服务号
智能制造网服务号













西门子工控机 IPC477C 6AV7424-0AA00-0GT0
上海眹锌电气设备有限公司在经营活动中精益求精,具备如下业务优势:
上海眹锌*低价销售西门子PLC,200,300,400,1200,西门子PLC附件,西门子电机,西门子人机界面西门子变频器,西门子数控伺服,西门子总线电缆现货供应,咨询系列产品,折扣低,货期准时并且备有大量库存. *有效
西门子数控伺服系统:802C S、802D SL、810D DE、820D SL、840C CE、840D DE、840D SL、840Di SL、S120数 控 系 统、数 控 伺 服 驱 动 模 块、控制 模 块、电 源模 块、备 品 备 件 等。
本公司产品质量按西门子原厂质量标准,产品质保一年,按西门子原厂包装标准,西门子原装 *,按厂家执行标准,需方收到货后七日内可提出异议!!!
我们卖的不是价格。卖的是诚信卖的是品质
SIEMENS西门子上海朕锌电气设备有限公司
:郑鑫 :
:www.zhenxindianqi。。cn
工作 (同步)
1.液压伺服系统简介
液压伺服系统以其响应速度快(相对于机械系统)、负载刚度大、控制功率大等*的优点在工业控制中得到了广泛的应用。而电液伺服系统是通过使用电液伺服阀,将小功率的电信号转换为大功率的液压动力,从而实现了一些重型机械设备的伺服控制。
1.1 液压伺服系统的组成
液压伺服系统主要由以下几部分组成(如图 1):
- 储油缸
- 油泵
- 比例换向阀
- 液压缸
- 测量反馈系统
- 控制系统
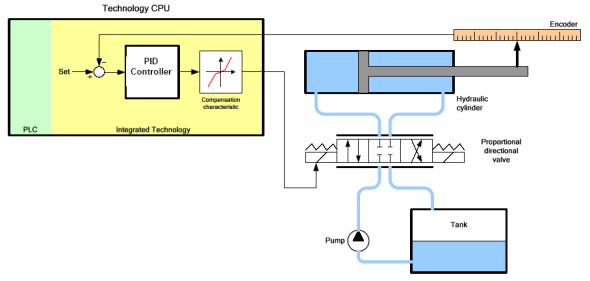
图1. 液压伺服系统
使用TCPU控制液压伺服系统时,TCPU就是该系统中的控制器;TCPU可以通过脉冲或者模拟量输出来控制比例换向阀的开度和方向从而控制液压缸的运动方向和速度;测量反馈系统可以由设备编码器或者模拟量信号通过IM174接口模板或模拟量输入模板将信号反馈给TCPU。
1.2 液压伺服系统与电气伺服系统区别
控制电气伺服系统时,执行机构(通常为伺服电机)能够根据速度给定改变运行速度,响应快,动态特性好,给定与输出之间呈线性比例关系;而液压伺服系统由其液压油的物理特性决定了其响应速度和动态特性都较低,而且在液压伺服系统启动、停止以及换向时都会出现大滞后性,这样就导致输出给定与执行速度之间的关系并不是线形的(如图 2),这样,一旦我们还以控制线性电气轴的模型来控制非线性液*时,速度会非常不稳定,而且位置闭环会不停的修正由速度不稳定所带来的位置偏差,这时液压执行机构就会来回跳动或者抖动,造成定位误差大甚至损坏机械设备。所以我们在控制液压伺服系统时就应该先了解该系统的给定与输出之间的关系,确定补偿曲线来保证执行机构平稳运行。
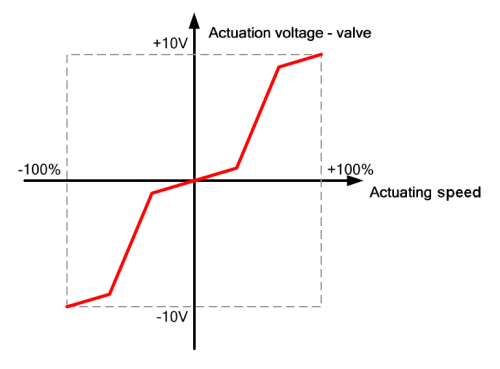
图 2. 给定与实际速度的关系
在 TCPU 中,补偿曲线可以由多种方法来确定,例如 S7T Config 中的 Trace 工具,根据输出不同的给定值和实际的速度值来确定差补点,将差补点的值以表格的方式添入到 Cam Disk (凸轮盘)中。
本文主要介绍使用自动获得补偿曲线功能块 FB 520“GetCharacteristics” 和 FB 521“WriteCamData”来确定差补曲线。
2.系统结构及软硬件要求
2.1 系统结构
本系统的给定和反馈均使用高性能ET200M带AI/AO模板来实现(如图 3):
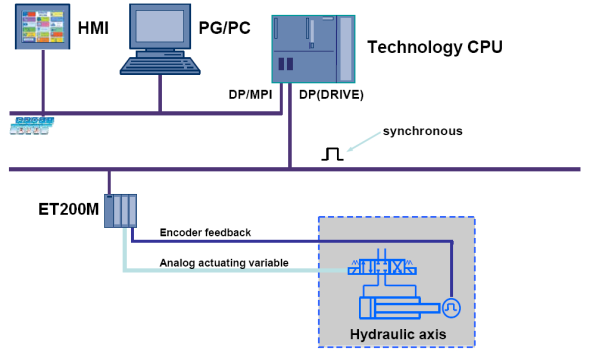
图 3. 系统结构图
2.2 硬件及软件要求
| 名称 | 数量 | 订货号 |
| CPU 315T-2 DP | 1 | 6ES7315-6TG10-0AB0 Or 6ES7315-6TH13-0AB |
| Firmware: V2.6 | ||
| Or CPU 317T-2 DP | 1 | 6ES7317-6TJ10-0AB0 Or 6ES7317-6TK13-0AB0 |
| Firmware: V2.6 | ||
| Micro Memory Card 4MB | 1 | 6ES7953-8LM20-0AA0 |
| Interface module IM174 | 1 | 6ES7174-0AA00-0AA0 |
| Or ET200M / ET200S | 1 | 6ES7 153-2BA02-0XB0 or 6ES7 151-1BA02-0AB0 |
| STEP 7 | 1 | 6ES7810-4CC08-0YA7 Version: V5.4 以上 |
| S7 Technology | 1 | 6ES7864-1CC41-0YX0 Version: V4.1 以上 |
表 1. 硬件及软件要求
3.项目配置过程:
3.1 硬件组态
在 SIMATIC 管理器中创建新的项目并添加一个 SIMATIC 300 站点。根据实际硬件配置硬件组态,本例中使用模拟量输入输出作为给定和反馈信号。组态模拟量输入输出并分配 I/O 地址(图 4);
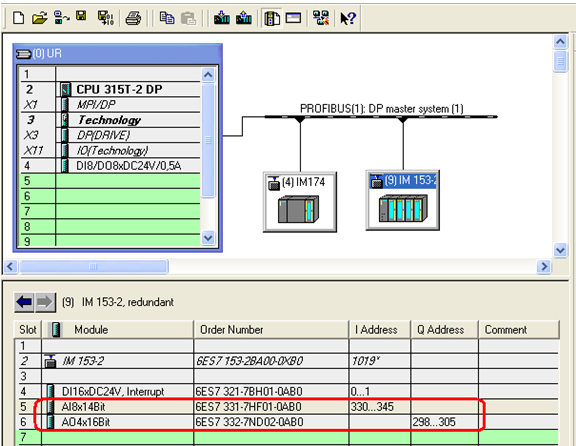
图 4. 硬件组态
3.2 在 S7T Config 中配置液*
在 S7T Config 的浏览器中,双击“插入轴”(Insert axis)(图 5)
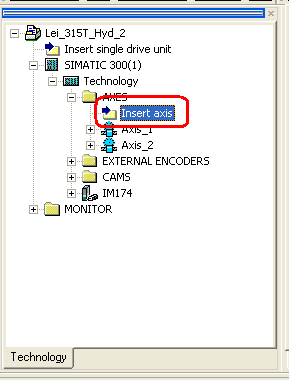
图 5. 插入液*
在“常规”(General) 选项卡中,选择“速度控制”(Speed control) 和“定位”(Positioning) 控制然后打开轴向导;
在轴类型话框中,选择“液压”(Hydraulic) 轴类型。 将阀类型定义为“Q 阀”(Q valve)(图 6)。
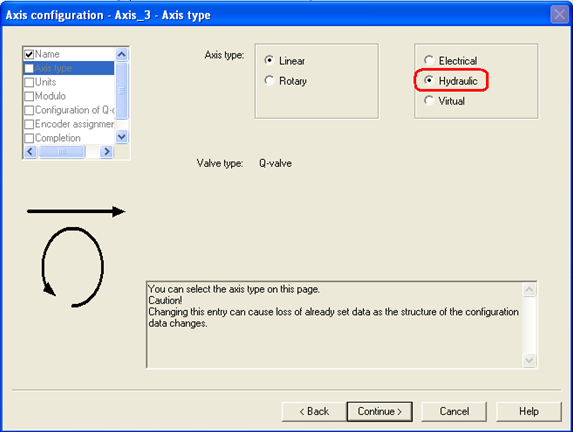
图 6. 选择轴的类型
配置完液*的物理单位及模度后,进入到输入输出的配置界面,并选择其输出方式模拟量输出模板(图7 );
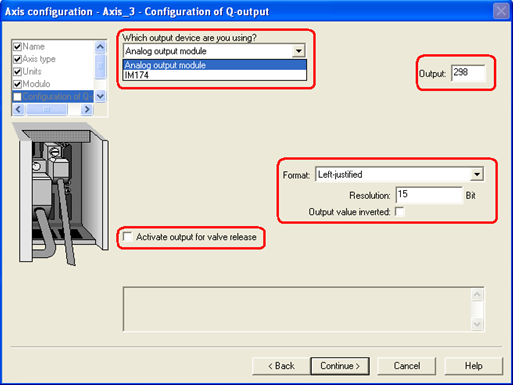
图 7. 选择输出方式
选择输出设备为模拟量输出模块,填入相应参数:
- Output:模拟量输出地址
- Format:ET200M/ET200S选择Left-justified
- Resolution:模拟量模板的输出精度(不含符号位)
点击继续进入到位置反馈参数界面,填入使用的模拟量输入的地址(图 8):
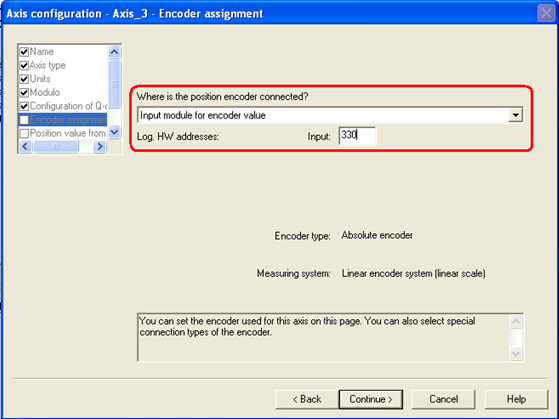
图 8. 选择反馈方式
点击继续,进入到位置反馈参数分配界面(图 9):
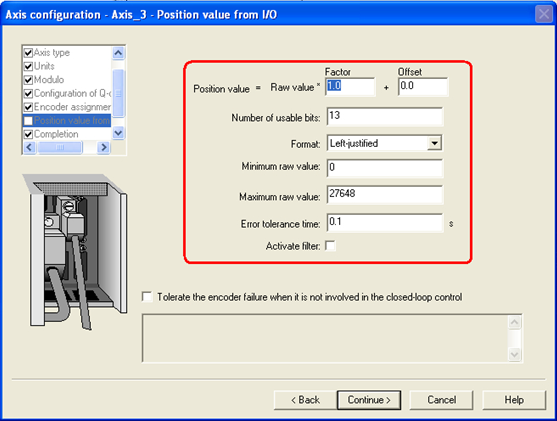
图 9. 反馈参数分配
相关输入参数:
- Factor/Offset:输入系数及偏置
- Usable bits: 模拟量模板的输入精度(不含符号位)
- Minimum value:输入的zui小值
- Maximum value:输入的zui大值
分配完所有参数,单击“完成”(Finish) 退出轴组态对话框。
3.3 建立补偿曲线凸轮盘
根据前文所提到的,液压伺服系统需要确定一条补偿曲线来线性化输出变量与液*速度之间的关系。在 TCPU 中通过使用凸轮盘(Cam Disk)工艺对象来确定补偿曲线,液压伺服轴的补偿曲线反映了液压比例阀输出给定与液*速度之间的对应关系。由于本文使用功能块 FB 520 “GetCharacteristics” 和 FB 521“WriteCamData” 来自动获得补偿曲线,所以需要建立两个凸轮盘(Cam Disk)来确定补偿曲线。其中*个凸轮盘是用来测量、寻找补偿点,而测量后的结果会写入到另外一个凸轮盘,这个被写入的凸轮盘也就是当前液压伺服系统的zui终补偿曲线。
在 CAMS 下面建立两个凸轮盘,分别取名为:Cam_Profile 与 Cam_Reference,并填入两个差补点描绘一条输出给定与执行速度间的参考关系曲线,如图 10:
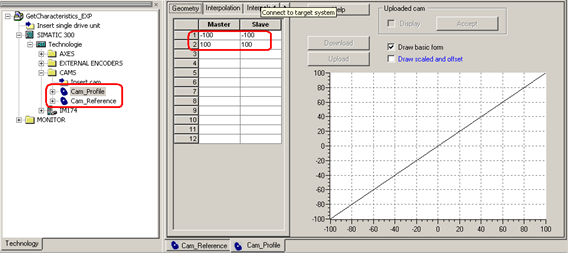
图 10. 建立补偿曲线凸轮盘
做好以上工作后,将 S7T-Config 存盘编译,并将组态好的轴和凸轮盘等工艺对象生成相应的工艺对象数据块,并下载到 TCPU。本例中工艺对象数据块对应为:
- Axis:DB3;
- Cam_Reference: DB4;
- Cam_Profile: DB5;
4.编写用户程序
4.1 使用 FB 520 和 FB 521 自动获得补偿曲线
FB 520 “GetCharacteristics” 和 FB 521“WriteCamData”两个功能块并没有在 S7-Tech 库中提供,所以需要到以下链接下载例子项目,并将项目中的FB520和FB521复制到自己的项目中来。
下载链接:27731588
4.2 FB 520 和 FB 521 的功能介绍
4.2.1 FB 520 “GetCharacteristics”
通过该功能块,系统能够执行测量并得到当前液压系统的补偿曲线,并将相应的Cam Disk激活为当前液压系统的Profile。其内部调用结构如图 11:
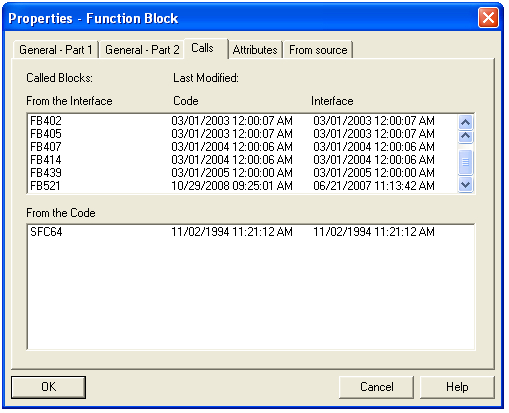
图 11. FB 520 结构
4.2.2 FB 521 “WriteCamData”
该功能块能够将测量的补偿曲线写入到相应的Cam Disk中。其内部调用结构如图 12:
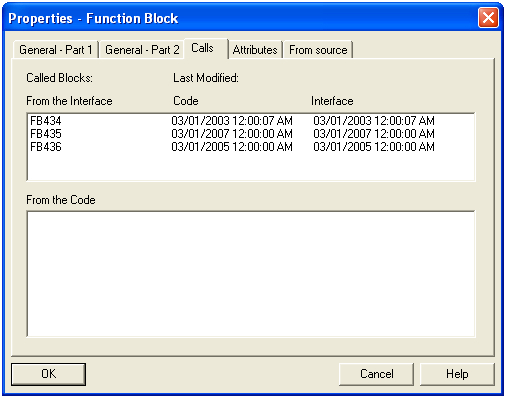
图 12. FB 521 结构西门子工控机 IPC477C 6AV7424-0AA00-0GT0
由这两个功能块的结构图可以看出,其内部调用了很多S7-Tech里面的功能块,所以需要将这些功能块复制到当前的项目中来。而且,可以看到在FB520功能块内部已经调用了FB521,所以只要保证FB 521在项目中存在就可以了,不需要在程序中单独调用。表 2 为FB520,FB521所使用到的S7-Tech功能块:
| PLC-Open FB | 功能 |
| FB 402 “MC_Reset” | 复位可能出现的错误 |
| FB 405 “MC_Halt” | 停止轴运动 |
| FB 407 “MC_WriteParameter” | 写系统参数 |
| FB 414 “MC_MoveVelocity” | 使轴运动,并可改变其运行速度 |
| FB 434 “MC_CamClear” | 删除一个凸轮盘中的所有插补点 |
| FB 435 “MC_CamSectorAdd” | 插入一个新的插补点到凸轮盘中 |
| FB 436 “MC_CamInterpolate” | 修改凸轮盘的插补点 |
| FB 439 “MC_SetCharacteristics” | 激活一个凸轮曲线作为液压阀的特性曲线 |
表 2. 使用的 S7-Tech 功能块
4.2.3 FB520的管脚及其定义(图 13 及表 3):
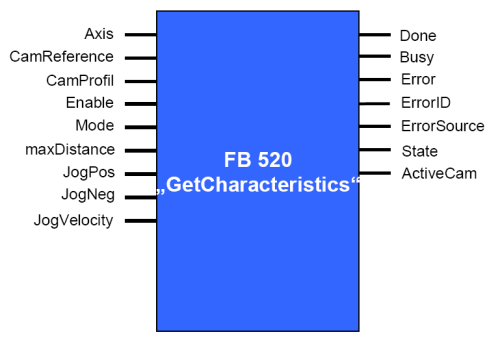
图 13. FB 520 管脚定义
| 名称 | 含义 |
| 输入参数 | |
| Axis | 液*工艺DB号 |
| CamReference | 执行测试时的参考凸轮盘的工艺DB号 |
| CamProfil | zui终要写入的凸轮盘的工艺DB号 |
| Enable | 使能 |
| Mode | 执行模式 |
| maxDistance | 执行测试时的zui大移动距离 |
| JogPos | 正向点动 |
| JogNeg | 负向点动 |
| JogVelocity | 点动速度 |
| 输出参数 | |
| Done | 测量完成 |
| Busy | 忙 |
| Error | 有错误 |
| ErrorID | 错误代码 |
| ErrorSource | 错误源 |
| State | 当前状态 |
| ActiveCam | 当前执行的凸轮盘的工艺DB号 |
表 3. FB 520 管脚定义
4.3 在OB1中调用FB520(图 14)
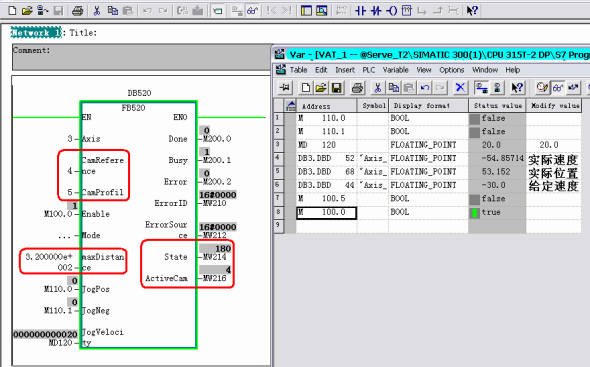
图 14. 在 OB1 中调用 FB 520
使用步骤:
- 将工艺对象的 DB 号填入到相应的管脚上;
- 通过点动(Jog)管脚,将液*移动到要运行的zui初始位置;
- 在 maxDistance 管脚上填入要执行测量的zui大行程,这里建议填入的行程距离要大于正常运行时的工作行程,但注意不要超过液压缸的zui大行程;
- 准备工作就绪后,将使能位(Enable)置 1,这时液压缸会启动检测过程,可以通过状态字(State)观察当前的执行情况。
- 当测量结束后,完成位(Done)置 1,表示测量工作已经完成,而且测量出来的补偿曲线已经写入到 Cam_Profile 凸轮盘中。
4.4 FB 520 “GetCharacteristics” 的测量原理(图 15)
- TCPU 通过模拟量输出将给定发送给液压阀,并激活其动作;
- 液压阀开启后,相应流量的液压油注入到液压缸并推动液*运动;
- 液*的移动速度由位置反馈系统检测并存储在 TCPU 内;
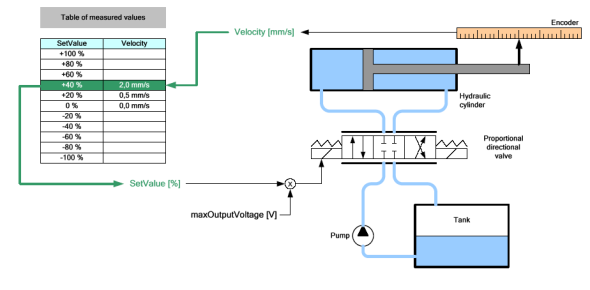
图 15. FB 520 的测量原理
4.5 FB 520 “GetCharacteristics” 补偿曲线的写入过程(图 16):
- 当所有位置上的测量值记录完成后会以凸轮盘的形式存在 TCPU 中;
- 凸轮盘的坐标分别对应的是阀的给定开度和液*的当前速度;
- zui后 TCPU 会执行 FB439 MC_SetCharacteristic 将当前凸轮盘激活为液*的补偿曲线。
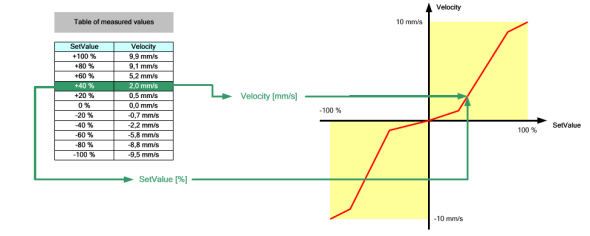
图 16. 补偿曲线的写入过程
4.6 FB 520 “GetCharacteristics” 执行时的基本步骤
- 初始化 FB 520:
生成的线性参考凸轮盘被激活,并且液*被设置为闭环模式; - 检测液*的死区:
根据 TCPU 发出的目标给定以及液*的响应时间计算出死区; - 由正方向开始测量补偿曲线:
由正方向开始,TCPU 在不同的位置上给出一系列给定速度,并根据反馈速度测量补偿点,测量结束后回到初始位置; - 由负方向开始测量补偿曲线:
由负方向开始,TCPU 在不同的位置上给出一系列给定速度,并根据反馈速度测量偿点,测量结束后回到初始位置; - 写入并激活测量出的补偿曲线:
TCPU 将测量的补偿曲线写入到另外一个凸轮盘,并将其激活为当前液*的zui终偿曲线。
4.7 FB 520 “GetCharacteristics” 的 42 种执行状态(图 17):
- 0-41:初始化
- 42-44:死区检测
- 45-47:移动到初始位置
- 50-101:正向检测
- 110-111:移动到正向zui大位置
- 120-171:反向测量
- 180-181:移动到初始位置
- 190-210:写入并激活补偿曲线
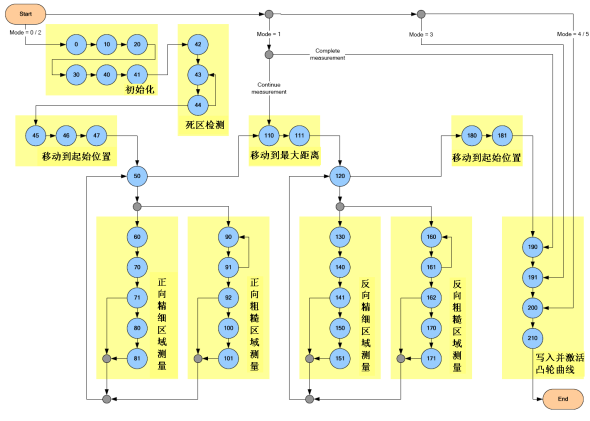
图 17:FB 520 的42种执行状态(State)
5.执行结果
在FB520执行自动检测之后,可以通过在线的方式察看测量出来的补偿曲线,如图 18:
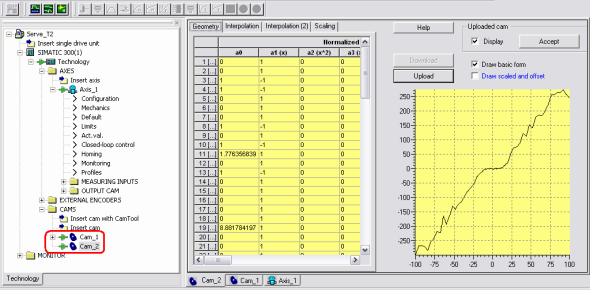
图 18. 在线察看测量出来的补偿曲线
到这里为止,液压伺服轴的补偿曲线已经建立,在 TCPU 中就可以使用其定位功能块对液*进行控制了,控制器会自动使用补偿曲线中的速度对应关系调节输出。有关更多液*的使用请参考 TCPU 手册
问题:
SINUMEIRK 8xD powerline可以同时配置6个手轮吗?
回答:
参数 MD N11324 $MN_HANDWH_VDI_REPRESENTATION=1 切换系统配置6个手轮状态。参见ID: 28821007机床数据和设定数据说明。
轴和通道VDI接口区域中对应的6个手轮接口信号:
| Value | Representation | Details |
| Value = 0 | Bit-coded (1 out of 3) | 3个手轮:
|
| Value = 1 | Binary-coded | 6个手轮:
|
| Note sw7.4或更高的系统软件支持Profibus手轮。 | ||
配置6个手轮举例:
- -第1手轮连接 X121的第1手轮
- -第2手轮连接X121的第2手轮
- -第3手轮通过PROFIBUS连接
- -第4手轮通过PROFIBUS连接
- -第5手轮通过PROFIBUS连接
- -第6手轮通过PROFIBUS连接
系统软件07.04.26 31 Axes, NCU 573.5 with PLC 317 and BESY 20.71.30.
条件:
- NC系统软件7.4
- PLC版本PLC 317 20.71.30
- 6个电子手轮
- X121分线盒
- 2个PROFIBUS机床面板
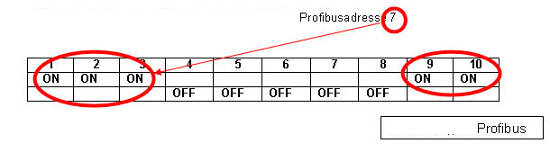
- PROFIBUS 手轮选项 (机床参数19334 bit7=1)
STEP 7 配置:
STEP7项目文件中,2个Profibus MCP配置2个Profibus手轮。
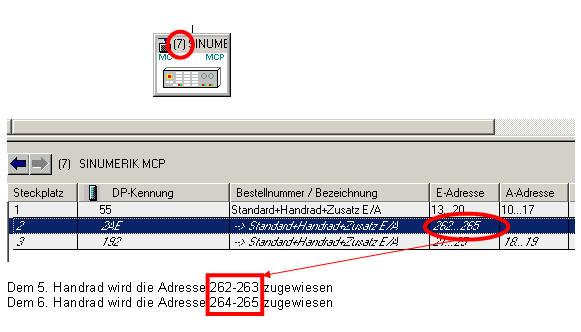
本例配置第3、4、5、6手轮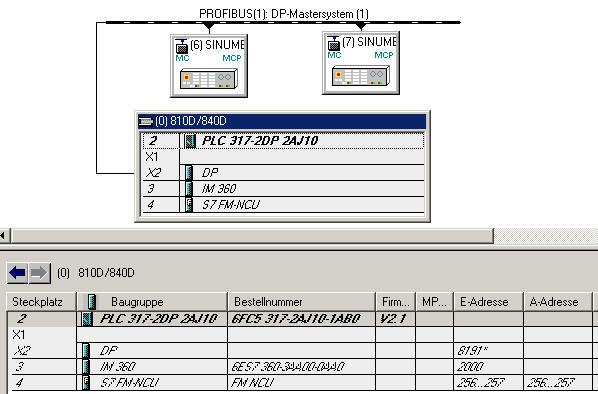
每个机床面板可以配置2个手轮X60和X61
配置中,每个Profibus手轮分配2个字节。.
第1机床面板DIP设置
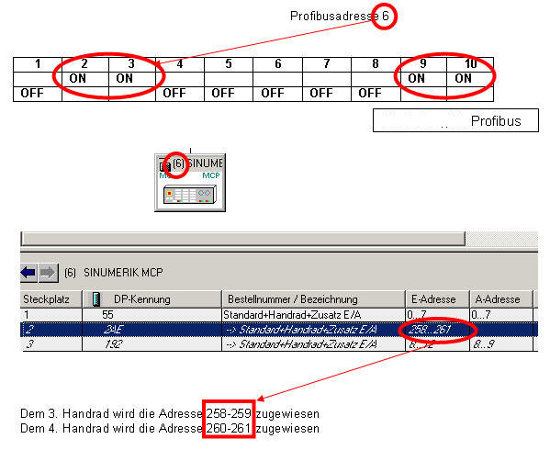
第1机床面板DIP设置
机床参数设置:
允许配置6个手轮: N11324 $MN_HANDWH_VDI_REPRESENTATION=1 通道和轴的手轮接口信号使用二进制编码(支持6个手轮)
参数11350定义手轮来源
机床数据说明手轮连接的方式:
0 = SEGMENT_EMPTY ;无手轮
1 = SEGMENT_840D_HW ;连接840D X121
2 = SEGMENT_802DSL_HW ;连接到802Dsl
5 = SEGMENT_PROFIBUS ;连接Profibus模块
7 = SEGMENT_ETHERNET ;通过以太网连接t
N11350 $MN_HANDWHEEL_SEGMENT[0] =1 1.连接到 X121
N11350 $MN_HANDWHEEL_SEGMENT[1] =1 2.连接到 X121
N11350 $MN_HANDWHEEL_SEGMENT[2] =5 3.连接到MCP 1的X60
N11350 $MN_HANDWHEEL_SEGMENT[3] =5 4.连接到MCP 1的X61
N11350 $MN_HANDWHEEL_SEGMENT[4] =5 5.连接到MCP 2的X60
N11350 $MN_HANDWHEEL_SEGMENT[5] =5 6.连接到MCP 2的X61
手轮参数 11351
配置手轮连接的硬件模块.
(content of MD11350 $MN_HANDWHEEL_SEGMENT dependent):
$MN_HANDWHEEL_MODUL =
0 = 无手轮
1 ;840D硬件
1 ;802Dsl硬件
1..6 ;Prifibus/prifinet模块的模块号;
参数MD11353 $MN_HANDWHEEL_LOGIC_ADDRESS[(x-1)]的索引号
1 ;以太网
N11351 $MN_HANDWHEEL_MODULE[0] =1 1st 手轮
N11351 $MN_HANDWHEEL_MODULE[1] =1 2nd 手轮
N11351 $MN_HANDWHEEL_MODULE[2] =3 3rd 手轮
N11351 $MN_HANDWHEEL_MODULE[3] =4 4th 手轮
N11351 $MN_HANDWHEEL_MODULE[4] =5 5th 手轮
N11351 $MN_HANDWHEEL_MODULE[5] =6 6th 手轮
手轮连接参数 11352
手轮连接硬件端口号:
0 = 无手轮
1..6 = 手轮连接端口号
N11352 $MN_HANDWHEEL_INPUT[0] =1 1st 端口
N11352 $MN_HANDWHEEL_INPUT[1] =2 2nd 端口
N11352 $MN_HANDWHEEL_INPUT[2] =1 1st 端口
N11352 $MN_HANDWHEEL_INPUT[3] =2 2nd 端口
N11352 $MN_HANDWHEEL_INPUT[4] =1 1st 端口
N11352 $MN_HANDWHEEL_INPUT[5] =2 2nd 端口
手轮连接硬件模块硬件地址 11353
只有PROFIBUS/PROFINET有效:
设置手轮连接模块的逻辑地址 PROFIBUS/PROFINET ($MN_HANDWHEEL_SEGMENT = 5)
N11353 $MN_HANDWHEEL_LOGIC_ADDRESS[0]=0 无模块
N11353 $MN_HANDWHEEL_LOGIC_ADDRESS[1]=0 端口
N11353 $MN_HANDWHEEL_LOGIC_ADDRESS[2]=258 MCP1 逻辑地址
N11353 $MN_HANDWHEEL_LOGIC_ADDRESS[3]=258 MCP1 逻辑地址
N11353 $MN_HANDWHEEL_LOGIC_ADDRESS[4]=262 MCPl2逻辑地址
N11353 $MN_HANDWHEEL_LOGIC_ADDRESS[5]=262 MCP2 逻辑地址
PCU50显示6个手轮状态
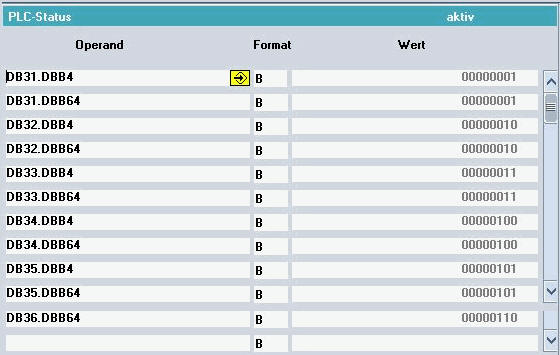
DB31.DBB4 激活1st 手轮
DB31.DBB64 1st 已激活
DB32.DBB4 激活2nd 手轮
DB32.DBB64 2nd 已激活
DB33.DBB4 激活3rd 手轮
DB33.DBB64 3rd 已激活
DB34.DBB4 激活4th手轮
DB34.DBB64 4th 已激活
DB35.DBB4 激活5th 手轮
DB35.DBB64 5th 已激活
DB36.DBB4 a激活6th 手轮
DB36.DBB64 6th 已激活
西门子编码器6FX2001-3CB02
西门子编码器6FX2001-3CB00
西门子编码器6FX2001-3EB02
西门子编码器6FX2001-3CC50
西门子编码器6FX2001-3EC50
西门子编码器6FX2001-3GB02
西门子编码器ROD320.020-2500
西门子编码器EWN 5194004205000
西门子步进电机6FC5548-0AB06-0AA0
西门子编码器联轴节6FX2001-7KF10
西门子步进电机6FC5548-0AB03-0AA0
西门子步进电机6FC5548-0AB08-0AA0
西门子步进电机6FC5548-0AB12-0AA0
西门子步进电机6FC5548-0AB18-0AA0
西门子步进驱动6FC5548-0AA02-0AA0
西门子步进电机6FC5548-0AB25-0AA0
西门子操作部件6FC5210-0DF22-0AA0
西门子步进驱动器
西门子步进驱动器及步进电机
西门子操作模块6FC5210-0DA00-1AA0
西门子操作模块6FC5210-0DA00-1AA1
西门子车床数控系统
西门子电机编码器
西门子电池盒6FC5247-0AA06-0AA0
西门子电机模块6SL3120-1TE13-0AA3
西门子电池6FC5247-0AA18-0AA0
西门子电源6EP1334-3BA00
西门子电源6EP1333-2AA00
西门子电抗器6SN1111-0AA00-0BA1
西门子电源6EP1436-1SL11
西门子电源6EP1436-1SH01
西门子电源6EP1334-3BA00
西门子电源6EP1436-2BA00
西门子电源模块6EW1861-2AF
西门子电源6EP1436-3BA00
西门子电源模块6SL3130-7TE21-6AA3
西门子电源模块6SL3130-7TE25-5AA3
西门子电源模块6SL3130-7TE28-0AA3
西门子电源模块6SL3130-7TE23-6AA3
西门子电源模块6SL3130-7TE31-2AA3
西门子电源模块6SN1145-1AA01-0AA0
西门子电源模块6SN1145-1AA01-0AA1
西门子电子手轮6FC9320-5DC00
西门子电源模块6SN1145-1BA02-0CA0
西门子电源模块6SN1145-1BA02-0CA1
西门子定位模块6ES7354-1AH01-0AE0
西门子电子手轮6FC9320-5DC01
西门子电阻模块6SN1113-1AB01-0BA1
西门子动力电缆
西门子功率模块6SN1123-1AA00-0JA1
西门子光幕3RG7841-3DD01
西门子功率模块6SN1123-1AA00-0CA1
西门子功率模块6SN1123-1AA00-0EA0
西门子功率模块6SN1123-1AA00-0LA0
西门子功率模块6SN1123-1AA00-0LA1
西门子机床控制面板
西门子监控模块6SN1112-1AC01-0AA1
西门子光幕处理单元3RG7847-4BD
西门子交流伺服系统6SC6
西门子控制单元6SN1118-0NH11-0AA1
西门子控制系统
西门子机床控制面板6FC3178-3EF20
西门子冷却部件6SN1162-0BA02-0AA2
西门子滤波模块6SL3000-0HE15-0AA0
西门子滤波器6SL3000-0BE21-6AA0
西门子冷却部件6SN1162-0BA03-0AA1
西门子驱动端子6FX2003-0DA00
西门子驱动611A
西门子模块6FX1151-1BB01
西门子驱动模块6FC5548-0AC21-0AA0
西门子驱动611D
西门子驱动模块6SN1111-0AB00-0AA0
西门子驱动模块6FC5548-0AC22-0AA0
西门子驱动模块6SN1115-0AA12-0AA0
西门子驱动模块6SN1115-0BA11-0AA1
西门子驱动模块6SN1118-0AD11-0AA1
西门子驱动模块6SN1118-0DG21-0AA1
西门子驱动模块6SN1118-0AE11-0AA1
西门子驱动模块6SN1118-0DH21-0AA1
西门子驱动模块6SN1118-0DG22-0AA0
西门子驱动模块6SN1118-0DG23-0AA0
西门子驱动模块6SN1118-0DJ21-0AA2
西门子驱动模块6SN1118-0DH22-0AA1
西门子驱动模块6SN1118-0DJ23-0AA1
西门子驱动模块6SN1118-0DJ23-0AA2
西门子驱动模块6SN1118-0DH23-0AA1
西门子驱动模块6SN1118-0DK21-0AA1
西门子驱动模块6SN1118-0DK23-0AA2
西门子驱动模块6SN1118-0DJ21-0AA1
西门子驱动模块6SN1118-0DK23-0AA1
西门子驱动模块6SN1118-0DM13-0AA0
西门子驱动模块6SN1118-0DM23-0AA0
西门子驱动模块6SN1118-0DM21-0AA0
西门子驱动模块6SN1118-0DM13-0AA1
西门子驱动模块6SN1118-0DM23-0AA1
西门子驱动模块6SN1118-0DM23-0AA0
西门子驱动模块6SN1118-0DM31-0AA2
西门子驱动模块6SN1118-0DM33-0AA1
西门子驱动模块6SN1118-0DM31-0AA1
西门子驱动模块6SN1118-0DM33-0AA2
西门子驱动模块6SN1118-0NH11-0AA1
西门子驱动模块6SN1118-0NJ01-0AA1
西门子驱动模块6SN1118-0NH01-0AA1
西门子驱动模块6SN1118-1NJ01-0AA1
西门子驱动模块6SN1118-0NK01-0AA1
西门子驱动模块6SN1118-1NH01-0AA1
西门子驱动模块6SN1118-1NK01-0AA0
西门子驱动模块6SN1121-0BA11-0AA0
西门子驱动模块6SN1122-0BA11-0AA1
西门子驱动模块6SN1118-1NK01-0AA1
西门子驱动模块6SN1121-0BA13-0AA0
西门子驱动模块6SN1145-1BA01-0BA0
西门子驱动模块6SN1121-0BA11-0AA1
西门子驱动模块6SN1121-0BA12-0AA0
西门子驱动模块6SN1145-1BA01-0DA0
西门子驱动模块6SN1145-1BA01-0BA1
西门子驱动模块6SN1123-1AA00-0EA2
西门子驱动模块6SN1145-1BA01-0BA2
西门子驱动模块6SN1145-1BA01-0DA1
西门子驱动模块6SN1145-1BB00-0EA0
西门子驱动模块6SN1145-1BB00-0EA1
西门子驱动模块6SN1145-1BA02-0CA2
西门子驱动模块6SN1145-1BB00-0FA1
西门子驱动模块6SN1146-1AB00-0BA0
西门子驱动维修 西门子伺服维修
西门子适配器6ES7972-0CB20-0XA0
西门子驱动模块6SN1146-1AB00-0BA1
西门子手持单元6FX2007-1AC02
西门子手持单元6FX2007-1AC03
西门子手持单元6FX2007-1AC14
西门子手持单元 MINI/B-MPI HHU
西门子手持单元6FX2007-1AC04
西门子手持单元6FX2007-1AD03
西门子手持单元6FX2007-1AD00
西门子手持单元6FX2007-1AD01
西门子手持单元6FX2007-1AD10
西门子手持单元6FX2007-1AD02
西门子手持单元6FX2007-1AE04











