PLC 工控机 嵌入式系统 人机界面 工业以太网 现场总线 变频器 机器视觉 DCS PAC/PLMC SCADA 工业软件 ICS信息安全 应用方案 无线通讯

广州市智维电子科技有限公司

广州市智维电子科技有限公司
暂无信息 |
二十年来,磁光成像(MOI)在增加飞机结构的使用和延长使用寿命方面起着关键作用
二十年来,磁光成像(MOI)在增加飞机结构的使用和延长使用寿命方面起着关键作用。MOI是一种高效且高效的无损评估(NDE)方法,可用于检测紧固件附近飞机蒙皮中的表面和亚表面裂纹以及亚表面腐蚀。利用涡流激励,MOI的快速扫描过程使飞机检查员能够观察到更多的缺陷细节,并大大减少了所需检查的停机时间。Qi2很高兴宣布我们和的MOI系统MOI +。在我们的设计中,

MOI的优势
| 技术规格 | |
|---|---|
| 功能与性能 |
|
| 频率范围 | 多频(5kHz,10kHz,20kHz,50kHz,100kHz,150kHz,200kHz) |
| 励磁功率水平 | 低中高 |
| 励磁方式 | 圆形,垂直和水平 |
| 视场 | 1.77英寸(45毫米)镜头 |
| 显示 |
|
| 励磁方式(涡电流) | 多向(圆形,水平,垂直) |
| 探伤 | 飞机检查
工业NDI
|
| 工作温度 | 0°C至+ 40°C(32°F至104°F) |
| 成像仪高度 | 4.2英寸(107毫米) |
| 成像器尺寸 | 4.2吋x 6.6吋(107 x 168毫米) |
| 成像仪重量 | 2.3磅(1.04公斤) |
| LCD尺寸 | 2.3吋x 3.1吋(58 x 79毫米) |
| 标准装备 |
|
| 可选配件 |
|

铆钉或孔眼显示为光滑的圆形。在此处显示的MOI +图像中,有两个没有裂纹的铆钉和两个有裂纹的铆钉。一次成像器越过飞机,就可以在铆钉部位的整个圆周上看到裂纹。使用较高的频率(50 – 100 kHz)查看表面图像。为了更深地渗透到金属中,检查人员必须降低功率单元上的频率水平。

使用MOI +进行检查,两个铆钉之间的裂纹会产生这种效果。这是在100 kHz的低功耗模式下查看的。
从铆钉部位两侧突出的表面裂纹的MOI +图像。这是在100kHz的低功耗模式下查看的。

此MOI 308/7图像是距离表面0.084英寸的第三层裂纹图像。频率已设置为5 kHz,从而产生了更加分散的图像。由于表面裂纹也将是可见的,因此检查员必须首先执行高频扫描并标记表面缺陷,这一点很重要。当频率降低时,新的裂纹图像就是表面缺陷。

这是航空器腹部皮肤腐蚀的MOI 308/3图像。频率已设置为5 kHz。腐蚀图像形状不规则,并且在铆钉之间或铆钉部位周围显示为暗影。在此样品中,有一个化学研磨步骤,在受腐蚀区域的右侧显示为暗线形状。由于MOI是区域检查设备,而不是逐点设备(例如涡流探头),因此MOI可以快速定位腐蚀区域。

还使用MOI 308/7来检测有缺陷的点焊。优质的点焊焊缝像图像一样显示出非常微弱的铆钉。损坏的点焊图像清晰可见。存在一项技术订单,用于点焊检查KC-135飞机。

一个小腐蚀坑的MOI 308/7图像(图片中心的暗区)。腐蚀的形状是不规则的,可以通过在整个检查区域内移动成像仪来最容易地识别出来。腐蚀被视为随成像器移动的不规则阴影形状。

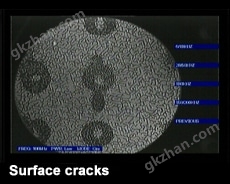
MOI +与以前的模型一起,具有Alodine检查功能。此图显示了Alodine铆钉在100kHz处的表面裂纹。
您感兴趣的产品PRODUCTS YOU ARE INTERESTED IN


智能制造网 设计制作,未经允许翻录必究 .
请输入账号
请输入密码
请输验证码









