
 | 北京时代新天测控技术有限公司 |

13511040443
在线沟通:

杨工 (销售经理)
- 电话:
- 010-69552791
- 手机:
- 13601196591
- 售后电话:
- 010-57450208
- 传真:
- 010-58857461
- 联系我时,
- 告知来自智能制造网
- 个性化:
- www.jzjn17.com
- 手机站:
- m.jzjn17.com
- 公司网站:
- http://www.jzjn17.com
钢结构连接用高强螺栓的施工质量控制
阅读:3573发布时间:2016-1-4
1 高强螺栓的定义
高强螺栓,顾名思义就是高强度的螺栓,按其受力形式主要分为大六角高强度螺栓和扭剪型高强度螺栓,目前我国采用8.8级、10.9级两种强度性能等级的高强螺栓,大六角高强度螺栓8.8级有45号钢和35号钢两种材质,10.9级有20MnTiB、40B和35VB刚,扭剪型高强度螺栓只有10.9级,钢号主要是20MnTiB钢,垫圈常用45号或35号钢制造,并经过热处理。大六角高强度螺栓连接副是有一个螺栓、两个垫片、一个螺母组成,扭剪型高强度螺栓是有一个螺栓、一个垫片和一个螺母组成,
高强度螺栓是用特制的扳手上紧螺帽,使螺栓产生巨大而又受控制的预拉力,通过螺帽和垫板,对被连接件也产生了同样大小的预压力。在预压力作用下,沿被连接件表面就会产生较大的摩擦力,显然,只要轴力小于此摩擦力,构件便不会滑移,连接就不会受到破坏,这就是高强度螺栓连接的原理。
高强度螺栓连接是靠连接件接触面间的摩擦力来阻止其相互滑移的,为使接触面有足够的摩擦力,就必须提高构件的夹紧力和增大构件接触面的摩擦系数。构件间的夹紧力是靠对螺栓施加预拉力来实现的,所以螺栓必须采用高强度钢制造,这也就是称为高强度螺栓连接的原因。
2 高强螺栓的施工
2.1摩擦面的处理
高强螺栓摩擦面的处理方式有以下三种:
1)喷砂、喷丸、抛丸
喷丸、抛丸选用粒径要求1.2~3.0mm,压缩空气压力0.4~0.6MPa且不允许含有水分及任何油脂,喷距要求100~300mm,喷角要求900~450,喷砂、抛丸表面粗糙度达50~70μm,可不经生锈期即可拧紧高强螺栓,但是施工必须严格遵守作业条件及注意事项。
2)砂轮打磨
可采用风动、电动砂轮机对摩擦面进行打磨,打磨方向应与构件受力方向垂直,打磨范围不能小于4倍螺栓孔直径,打磨后表面呈光亮色泽,打磨后必须经一定的自然生锈周期,方可施工拧紧。
3)其他摩擦面加工方法
采用氧-乙炔焊枪火焰法,对处理表面加热、应全部除去氧化层,施工于对抗滑移系数不高的连接面场合,一般f=0.35.
2.2高强螺栓的验收、存放
1)螺栓、螺母、垫片均应附有质量证明书,并且符合设计要求和国家标准的规定,高强螺栓连接副出厂时必须随箱带有扭矩系数和紧固轴力(预拉力)的检验报告。
2)高强螺栓入库应按规格、批次分类存放,同批内因要配套使用,不得混放、混用,并且保存要注意防潮、防雨,如螺栓、螺母、垫圈存放时间过长或有锈蚀,应抽样检查紧固轴力,合格后方可使用,螺栓等不可被泥土、油污沾染,应保持洁净、干燥状态。
3)施工现场需安装的高强螺栓必须进行连接副预拉力复验,并出具复验报告,并且按照钢结构验收规范要求,进行摩擦面抗滑移系数试验,并出具试验报告。
2.3螺栓长度的选用
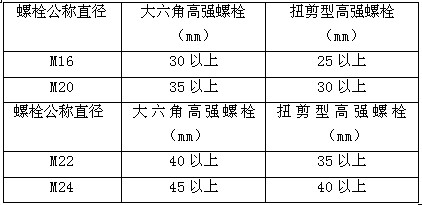
考虑到钢构件加工时采用钢板一般均为正公差,有时材料代用也多是以厚代薄,所以连接总厚度增加3~4mm现场较多,大六角高强螺栓长度为螺头下支承面至螺尾的长度, 选用螺栓长度应为被紧固连接板束的厚度加一个螺母和两个垫圈的厚度,扭剪型高强螺栓的长度为螺头下支承面至螺尾切口处的长度,选用螺栓长度应为被紧固连接板束的厚度加一个螺母和一个垫圈的厚度,具体一般螺栓长度为连接板厚再加下表增加长度并取5mm的整倍数。
表1 高强螺栓紧固长度加长值表
2.4高强螺栓的拧紧
1)调整扭矩扳手。施工用扭矩扳手的扭矩值应在允许偏差范围之内,其误差应控制在±5%以内,校正用的扭矩扳手,其误差应控制在±3%以内,当施工采用电动扳手时,再调好档位后应用扭矩测量扳手反复校正电动扳手的扭矩值与设计要求是否一致。
2)正确认识扭矩值。施工扭矩值应符合规范要求,如果扭矩值过高,造成螺栓超负载运行,随着时间过长,会使高强度螺栓产生裂纹等缺陷,如果扭矩值过低,会使螺栓达不到预定紧固值,从而造成钢结构连接面摩擦系数下降,承载能力下降,因此在施工中要每天用扭矩测量扳手检测手动扳手的紧固位置是否正常,检查电动扳手的显示信号是否灵敏,防止超拧或紧固不到位。
3)扭矩值的确定。施工中施拧扭矩值可按下式计算:
T=P×d×K
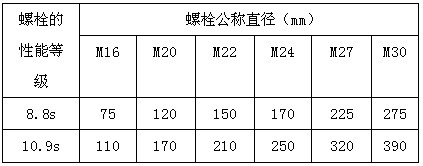
其中T为施工扭矩值,P为螺栓预拉力,d为螺栓公称直径,K为扭矩系数,取值在0.11~0.15之间,各类螺栓预拉力标准值取值如表2:
表2 高强螺栓预拉力标准值取值表
因此,施工中扭矩值可以按照上式确定,实际施工中扭矩值必须交底到位,让施工人员明确。
4)高强螺栓的紧固。高强螺栓全部安装就位后,可以开始紧固,紧固方法一般分两次进行,即初拧和终拧,应将全部高强螺栓进行初拧,初拧扭矩应为标准扭矩的60%~80%,第二次紧固为终拧,终拧宜用电动扳手,大六角高强度螺栓要紧固到标准值,偏差不大于±10%,扭剪型高强度螺栓应将梅花卡头拧掉。
5)紧固顺序一般从接头刚度大的地方向不受拘束的自由端顺序进行,或者从栓群中心向四周扩散方向进行,这是因为连接钢板翘曲不牢时,如从两端向中间紧固,有可能使拼接板中间鼓起而不能紧贴,从而失去部分摩擦传力作用。
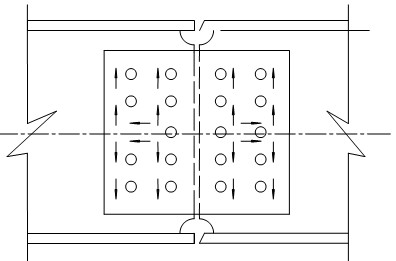
图2 节点高强螺栓施工示意图 (钢结构连接用高强螺栓的施工)
3 高强螺栓的质量要求
3.1 摩擦面的质量要求
摩擦面应平直,翘曲、变形必须进行校正,确保摩擦面的紧贴,,紧贴面积要在70%以上,用0.3mm塞尺检查,插入深度面积之和不得大于总面积的30%,边缘zui大间隙不得大于0.8mm,摩擦面板边、螺栓孔边应无毛刺,摩擦面严禁有氧化铁皮、毛刺、焊疤、油漆和油污等,表面应呈铁色,并且无明显的不平,处理好的摩擦面必须进行防护。
3.2 摩擦面间隙的处理
因钢板厚度公差或制作偏差等产生的接触面间隙,当间隙值小于1mm时,可不处理;当间隙值为1.0~3.0mm时,应将高出一侧磨成1:10的斜面,打磨方向应与受力方向垂直;当间隙值大于3.0mm时,应加垫板,垫板两面的处理方法与摩擦面相同。
3.3 制孔精度的控制
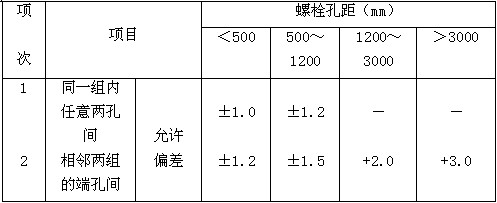
高强螺栓的施工,对连接件的制孔精度要求比较严格,实际施工中不允许进行气割扩孔,并且不允许强行打入,高强度螺栓连接构件的栓孔孔径应符合设计要求,孔径允许偏差应符合表3的规定,连接构件栓孔孔距的允许偏差应符合表4的规定。
表3高强度螺栓连接构件制孔允许偏差表
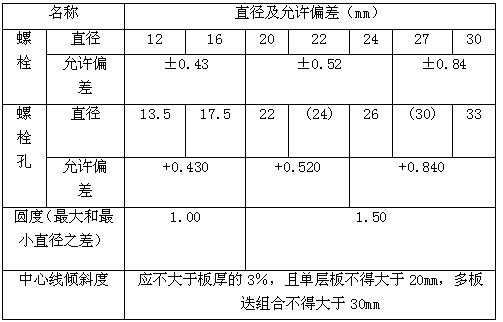
表4 高强度螺栓连接构件孔距允许偏差表
高强螺栓安装不上时,不得强行打入孔内,以免螺纹损伤,影响预紧效果,而且是孔壁受挤压,螺栓受剪,改变高强螺栓受力状态,而起不到高强螺栓的作用,也不允许气割割孔,要用绞刀绞孔,修孔时要使板层紧贴,以防铁屑进入板缝,绞孔后要用砂轮机清空孔边毛刺,并清除铁屑。
3.4 螺栓的配套使用
螺栓、螺母和垫圈不能随意互换使用。高强螺栓的螺母和垫圈,生产厂已经试验互相配套,使扭矩系数为定值,互换使用会使扭矩系数发生变化,达不到要求的预紧力,使用时松扣,影响连接质量。
3.5 高强螺栓的拧紧
高强螺栓不允许采取一次终拧而成或不按要求次序紧固。这样将使螺栓的部分紧固轴力消耗在克服钢板的变形上,当它周围的螺栓紧固后,轴力被分摊而降低;此外,为使螺栓群受力均匀,初拧和终拧都应按从中间向外侧紧固的顺序进行,以免造成中间起鼓,使部分轴力消耗在克服变形上,是预紧力不足,摩擦系数降低而影响连接强度。
3.6 螺栓终拧的检查
扭剪型高强螺栓终拧结束后,应以目测全部拧掉尾部梅花卡头为合格,大六角头高强度螺栓终拧结束后,要求用0.3~0.5kg的锤逐个敲检,同时要进行扭矩检查,要求是在终拧后1~24h内将螺母退回300~500,再拧至原位测定扭矩,该扭矩与检查扭矩的偏差应在检查扭矩的±10%以内为合格,发现有欠拧、漏拧应补拧,超拧者必须更换。
3.7 成品保护
已经终拧的节点和摩擦面应保持清洁整齐,防止油、尘土污染,已经终拧的节点应避免过大的局部撞击和氧-乙炔烘烤。
4.结 语
随着我国经济的快速发展,高强螺栓节点形式应用会更加广泛,因此必须明确该种连接方式的原理、施工及质量要求,更好的完成施工。
以上信息由企业自行提供,信息内容的真实性、准确性和合法性由相关企业负责,智能制造网对此不承担任何保证责任。 温馨提示:为规避购买风险,建议您在购买产品前务必确认供应商资质及产品质量。