PLC 工控机 嵌入式系统 人机界面 工业以太网 现场总线 变频器 机器视觉 DCS PAC/PLMC SCADA 工业软件 ICS信息安全 应用方案 无线通讯

无锡浩普科技有限公司

无锡浩普科技有限公司
AKS铸件轮廓边浮动去毛刺倒角刀柄是一款用于数控加工中心等机床的浮动去毛刺的刀具,通过浮动机构自动补偿工件尺寸偏差,切除铸件轮廓铣边等工序产生的毛刺并倒角。该刀柄通接装旋转锉,可以提供5-10mm的浮动补偿量。刀具由机床、加工中心等主轴直接驱动,对工件的切削压力可以通过内置机械进行调整。
AKS铸件不规则轮廓边浮动去毛刺倒角刀柄 FDT SXO
FDT SXO是一款用于数控加工中心等机床的浮动去毛刺的刀具,通过浮动机构自动补偿工件尺寸偏差,切除铸件轮廓铣边等工序产生的毛刺并倒角。该刀柄通接装旋转锉,可以提供5-10mm的浮动补偿量。刀具由机床、加工中心等主轴直接驱动,对工件的切削压力可以通过内置机械进行调整。
 AKS铸件轮廓边浮动去毛刺倒角刀柄
AKS铸件轮廓边浮动去毛刺倒角刀柄
加工参数
驱动方式:由机床主轴驱动
FDT SXO浮动补偿刀柄柄部直径为20mm侧固式,可为按客户需求生产HSK、SK或其他形式的刀柄,所有材料的工件都可以用来去毛刺倒角。
优点
免于维护
受益于稳定的浮动补偿机构,整个轮廓面都可获得均匀稳定的去毛刺倒角大小
紧凑的设计,适用于大部分尺寸的机床
根据客户的工件硬度不同,可以提供弱、中、强三种弹性的弹簧供选择
AKS铸件轮廓边浮动去毛刺倒角刀柄

AKS浮动去毛刺倒角刀具在机床上的使用
轮廓边浮动去毛刺倒角,加工中心去毛刺倒角刀柄,铸件浮动倒角刀柄,不规则边去去毛刺,自动补偿倒角刀柄
径向切削压力

刀具的旋转及切削方向

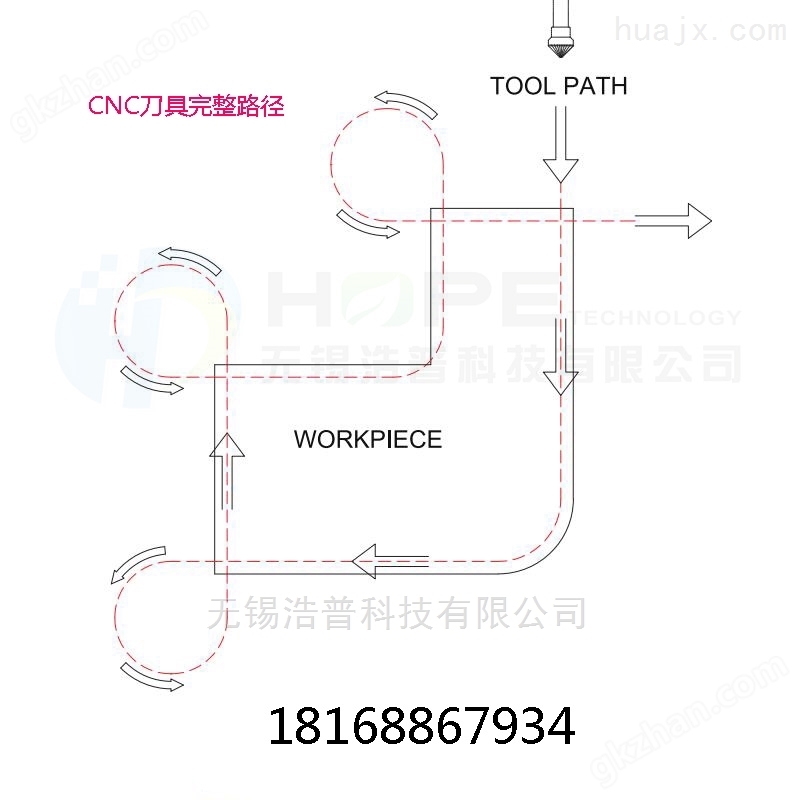
AKS浮动去毛刺倒角刀刀具在切削过程中的运行轨迹
去毛刺倒角通常使用的刀具是锥度倒角刀,在条件允许的情况下,我们*客户使用锥角的大直径部分的削刀刃来加工,不仅有更大的容屑空间,防止碎屑包住切削刃,较大的线速度也能提高生产效率。


AKS浮动去毛刺倒角刀柄在使用过程中如何切削拐角
被加工轮廓的内直角拐角处一般难以加工,因为切削刃通常不允许同时切削垂直的两个面,这样会导致刀具受力不平衡而产生震动,所以在这种加工条件下,我们建议让倒角刀的行走路径在相垂直两个面的夹角处适当上提,让切削刃的刀尖部分切削毛刺倒角,且此时应降低转速,并以圆弧路径来完成这种复杂条件下的加工。浮动刀柄在去除外直角毛刺时,不能直接沿工件轮廓来拐直角走刀,应如图所示增加一个虚拟的路径,以充分完成上一个面或边的去毛刺倒角,并重新开始新的面或边的去毛刺倒角。


AKS浮动去毛刺倒角刀具在使用过程中常见问题及解决:
您感兴趣的产品PRODUCTS YOU ARE INTERESTED IN






智能制造网 设计制作,未经允许翻录必究 .
请输入账号
请输入密码
请输验证码