 智能制造网APP
智能制造网APP
 智能制造网手机站
智能制造网手机站
 智能制造网小程序
智能制造网小程序
 智能制造网官微
智能制造网官微
 智能制造网服务号
智能制造网服务号










 直播推荐
直播推荐
 预告
预告
 回放
回放
松下PLC NOVO传感器在印刷开槽模切机上的应用(VB远程监控)

【机械用途】
印刷开槽模切机是将瓦楞纸经过多色印刷、刀片开槽、模板切成形,使之成为纸箱、商标等产品的设备,整机可分为送纸部、印刷部、开槽部和模切部。
印刷开槽模切机是将瓦楞纸经过多色印刷、刀片开槽、模板切成形,使之成为纸箱、商标等产品的设备,整机可分为送纸部、印刷部、开槽部和模切部。
【各部作用】
印刷开槽模切机一般由以下几个部分组成,
(1)送纸部:送纸部根据不同的瓦楞纸尺寸和厚度通过触摸屏可以自动调整送纸长度、前挡板厚度、左右挡板宽度、后挡板长度,还有拉轮的间隙 ,便于送纸。
(2)印刷部:主要由印刷滚筒、夹送装置、油墨循环装置、传墨装置、印刷滚筒的周向、轴向调节装置、墨辊升降定位装置等组成。根据zui终用户对色彩的需求,可配置3~5台印刷机组,分别完成3~5色的印刷工艺。
印刷开槽模切机一般由以下几个部分组成,
(1)送纸部:送纸部根据不同的瓦楞纸尺寸和厚度通过触摸屏可以自动调整送纸长度、前挡板厚度、左右挡板宽度、后挡板长度,还有拉轮的间隙 ,便于送纸。
(2)印刷部:主要由印刷滚筒、夹送装置、油墨循环装置、传墨装置、印刷滚筒的周向、轴向调节装置、墨辊升降定位装置等组成。根据zui终用户对色彩的需求,可配置3~5台印刷机组,分别完成3~5色的印刷工艺。
(3)开槽部:对印刷好的纸板进行压线开槽的工序。各刀具的位置通过触控画面可调。
(4)模切部:模切的相位可通过触摸屏调整设定,由PLC程序控制,配合高速脉冲计数,取得的开模效果。
(4)模切部:模切的相位可通过触摸屏调整设定,由PLC程序控制,配合高速脉冲计数,取得的开模效果。
【工艺难点】
由印刷开槽模切机具备的功能来看,它对所采用的PLC提出了以下的挑战。
(1)整机由多个部分组成,一般都会要求各部间隙能根据纸板的层数、厚度及纸质的优劣来调节上下两根辊的间隙,间隙太紧会导致纸板的变形,间隙太松又会导致印刷、压痕、开槽等工艺产生偏移,如何准确而地调整上下辊的间隙是瓦楞纸板生产厂家一直在探讨的课题。目前自动化较高的方法是通过凸轮带动辊进行上下运动,用旋转编码器检测凸轮的旋转角度,通过曲率计算得出间隙距离。因此,需要数量众多的旋转编码器进行数据检测,同时需要数量众多的高速计数单元对编码器的数据进行采集,通过编码器或电阻尺测量各部的间隙,每部之间都有,故采用通讯的方式来连接各部。
(2)各部都可以通过工控机来控制与监视,所有的生产数据和工艺数据要存档,以配日后调用和查看,并要求能远程维护各部,且能远程监控生产情况。
由印刷开槽模切机具备的功能来看,它对所采用的PLC提出了以下的挑战。
(1)整机由多个部分组成,一般都会要求各部间隙能根据纸板的层数、厚度及纸质的优劣来调节上下两根辊的间隙,间隙太紧会导致纸板的变形,间隙太松又会导致印刷、压痕、开槽等工艺产生偏移,如何准确而地调整上下辊的间隙是瓦楞纸板生产厂家一直在探讨的课题。目前自动化较高的方法是通过凸轮带动辊进行上下运动,用旋转编码器检测凸轮的旋转角度,通过曲率计算得出间隙距离。因此,需要数量众多的旋转编码器进行数据检测,同时需要数量众多的高速计数单元对编码器的数据进行采集,通过编码器或电阻尺测量各部的间隙,每部之间都有,故采用通讯的方式来连接各部。
(2)各部都可以通过工控机来控制与监视,所有的生产数据和工艺数据要存档,以配日后调用和查看,并要求能远程维护各部,且能远程监控生产情况。
【松下方案】
整机采用多个松下的FPX系列的PLC通过PC-LINK的方式来通讯控制,松下GH10和GT32的触摸屏与各站的PLC连接,各部的数据测量使用HONTKO的编码器和NOVOTECHNIK的电阻尺。通过VB的MSCOMM控件来与松下的PLC通讯,远程维护采用MODEM与线来完成,上位机远程监控使用VB的WINSOCK控件 。

FPX系列主机,具备以下性能:
(1)单机zui大支持3个通讯口,支持RS-232,RS485,USB和以太网接口。
(2)单机支持6个高速计数器,4个硬件高速计数器的输入频率为单独100kHz。
(3)单机支持4轴高速脉冲数出,zui大输出频率为100kHz。
(4)单机支持8点中断输入,本体的输入点具有信号捕捉功能。
(5)全系列具有32k步的程序容量。
(1)单机zui大支持3个通讯口,支持RS-232,RS485,USB和以太网接口。
(2)单机支持6个高速计数器,4个硬件高速计数器的输入频率为单独100kHz。
(3)单机支持4轴高速脉冲数出,zui大输出频率为100kHz。
(4)单机支持8点中断输入,本体的输入点具有信号捕捉功能。
(5)全系列具有32k步的程序容量。
系统结构图:
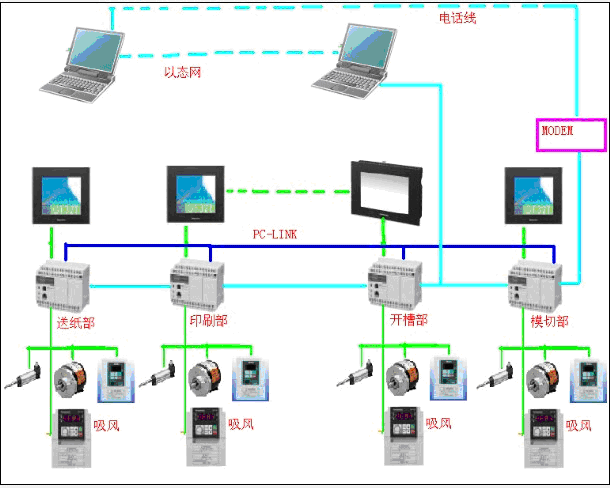
依照具体IO分布,各个部可选用40点~60点的PLC主机,本体即可解决高速计数器以及通讯口个数的要求。
程序部分:
(1)主机部分数据采用编码器来测量,只需要把内置的输入口设为高速计数就可以了,设置如下图:
程序部分:
(1)主机部分数据采用编码器来测量,只需要把内置的输入口设为高速计数就可以了,设置如下图:

(2)松下PLC通过通讯口COM1,可实现主机之间的高速PC-Link通讯。zui高支持16站,足够满足通讯要求,通讯只需要做简单的设定就可以了,如下图:

经过长期的考验,通过松下PLC做的此系统性能优良,稳定可靠。
全年征稿/资讯合作
联系邮箱:1271141964@qq.com
免责声明
- 凡本网注明"来源:智能制造网"的所有作品,版权均属于智能制造网,转载请必须注明智能制造网,https://www.gkzhan.com。违反者本网将追究相关法律责任。
- 企业发布的公司新闻、技术文章、资料下载等内容,如涉及侵权、违规遭投诉的,一律由发布企业自行承担责任,本网有权删除内容并追溯责任。
- 本网转载并注明自其它来源的作品,目的在于传递更多信息,并不代表本网赞同其观点或证实其内容的真实性,不承担此类作品侵权行为的直接责任及连带责任。其他媒体、网站或个人从本网转载时,必须保留本网注明的作品来源,并自负版权等法律责任。
- 如涉及作品内容、版权等问题,请在作品发表之日起一周内与本网联系,否则视为放弃相关权利。












 浙公网安备 33010602000006号
浙公网安备 33010602000006号
 智能制造网APP
智能制造网APP
 智能制造网小程序
智能制造网小程序
 微信公众号
微信公众号




2025第十一届中国国际机电产品交易会 暨先进制造业博览会
展会城市:合肥市展会时间:2025-09-20